


UL贴纸模切技术经验谈(一)
添加时间:2015-11-22 16:37:23 查看: 次
在UL贴纸印刷过程中,模切是继印刷后一道很关键的工序。模切看似简单,其实很复杂,是一项技术要求很高,而且需要工作人员很仔细完成的工作。
UL贴纸的模切是利用模切刀对不干胶材料进行一定深度的模切,将面材和胶黏剂层切断,而后排废,使标签成型的印刷过程。不管胶黏剂层和面材有多厚或者几层,模切深度都以切到面材加上胶黏剂层的厚度为基准,使模切后的废边能够顺利排除。
印刷中,套印准确是依靠不同颜色“+”字线的前、后、左、右移动,使之重叠在同一个位置。
我们知道,硅油层的厚度仅是印刷“+”字线粗细的十分之一(每平方米底纸涂布的硅油是1克),如果说印刷中的套印过程是平面控制,那么模切过程则是上下的立体控制;如果说印刷的套印必须准确,那么模切压力的调整必须达到“精确”!
总体而言,要保证模切印刷后的标签能够顺利地进行自动贴标,标签印刷企业要获得优异的模切效果,需要注意以下几点。
模切前的工艺设计
1.合理设计模切图形
设计合理的模切图形,尽可能避免过于复杂。一般而言,复杂图形的模切,在自动排废时很容易断边,还容易带起标签,有时会出现不能自动排废的情况,并且在自动贴标时很容易发生贴标位置不准或者不出标的现象,如图1所示。
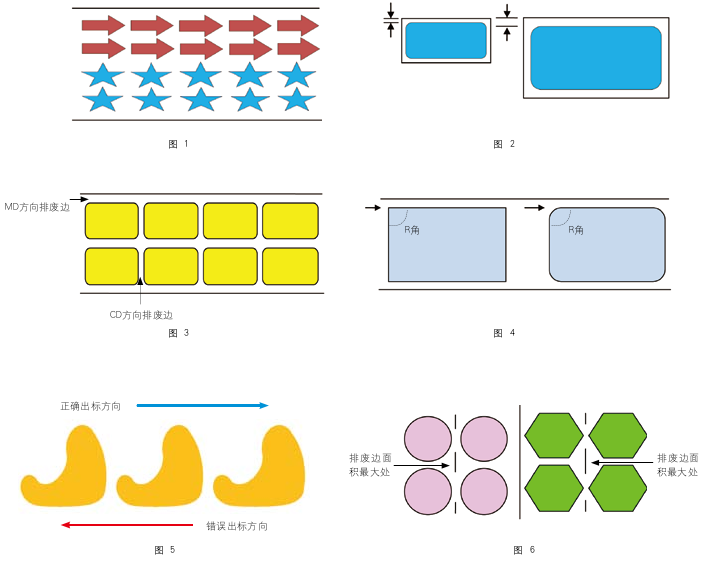
2.设计排废边的宽度
应使UL贴纸的大小与排废边的宽度处于一个合理的比例。UL贴纸面积或周长越大,其排废边的长度就越长。排废边的长度增加了,其宽度也要相应的增加,使排废边的抗撕裂性得到保证,排废时才不容易断裂,如图2所示。
MD方向(输纸方向)的排废边宽度一定要大于或等于CD方向(轴向)的排废边宽度,如图3所示。排废时,要靠MD方向的排废边拉扯CD方向的排废边。如果MD方向的排废边宽度小于CD方向排废边的宽度,会造成MD方向排废边的撕裂度小于CD方向排废边的撕裂度,排废时就很容易造成排废边断裂,不能顺利进行排废。
3.UL贴纸四角的弧度设计
UL贴纸的四个角要尽可能避免为直角,表示弧形角的R角越大,排废边就越不容易断裂,自动贴标时出标就越顺畅,如图4所示。若UL贴纸四角为直角,则在排废时就非常容易发生断裂,其断裂口基本在排废边的直角处;而圆弧形的四角不但在排废时废边不容易断裂,而且自动贴标时出标更顺畅。
4.UL贴纸的排列设计
UL贴纸的形状会影响到自动贴标的最终效果。不规则形状的UL贴纸的出标方向应先出大的一边,才能保证顺利贴标,如图5所示。所以,在设计拼版方案时,要注意不规则形状标签的排列方向。
5.排废边面积、标签材料对“飞标”的影响
在设计时,应尽可能将UL贴纸的间隔距离控制在自动贴标机可读范围的最小值。针对尺寸小、排废面积相对较大的UL贴纸,应该选择挺度低或者厚度相对薄的材料,尽量避免在UL贴纸表面覆膜,使得材料变厚。很多需要覆膜的UL贴纸,完全可以采用上光工艺替代。需要注意的是,尺寸小、排废面积相对较大的UL贴纸,在模切刀版设计时,可以在排废边最大处加一把刀,如图6,使排废时作用力分散,就不容易产生“带标”问题。
模切刀版的类别与特性
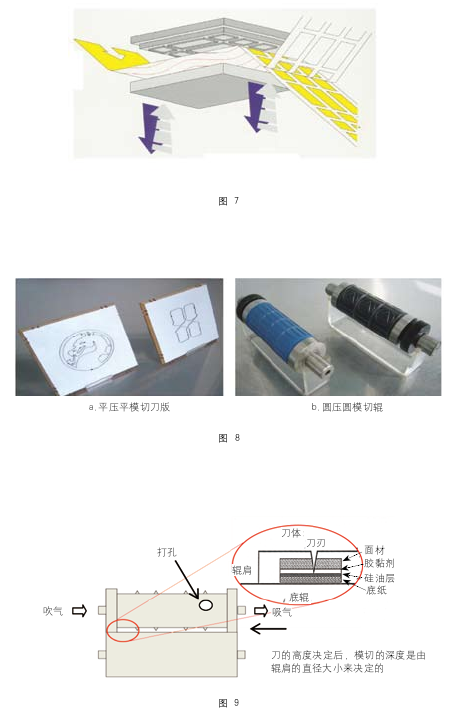
1.平压平模切刀版及其特性平压平模切刀版适合短版活件,制作成本低,如图7。目前,市场上有多种钢刀可供选择,很多标签印刷企业可以自己制作平压平模切刀版。将钢刀按UL贴纸形状精确弯曲成形,然后插入事先在层压木板或者塑料板上精确印刷好的对应沟槽中,形成由一个或者几个UL贴纸模切刀具组成的平面刀版,如图8a所示。模切刀版上所有刀锋都必须现场调整处于同一水平面,同时必须与模切底、衬垫处于同一水平面。
2.圆压圆模切刀版及其特性圆压圆模切可分磁性刀模切和实芯圆刀模切。
磁性刀模切是在不锈钢滚筒周边插有一系列永久磁铁,用于吸附柔性刀具。柔性刀具是一种薄薄的柔性钢“箔”,表面上的裁切刀刃用于模切。换刀具时,只需将吸附在磁性滚筒上的柔性钢“箔”换掉即可,存放方便,切口无接缝,模切精度高于平压平模切,但低于实芯圆刀模切。磁性刀模切适合中、短版活件,成本低,生产效率高。
实芯圆刀模切所用的模切刀具是直接在模切滚筒表面印刷而成的,所以,更换刀具就是将整个滚筒一起换掉。在需要打孔时,可以在对应位置同时加装孔型模切刀具,刀具中间打孔,同时在滚筒轴芯处两端分别安装吹气和吸气装置,以利于圆孔排废。实芯圆刀模切适合长版活件,重复长度特殊时成本低。在模切厚材料,以及需要在打孔时安装吹、吸气辅助和特殊刀锋的情况下,有其他模切方式不可比拟的优越性,如图9所示。
圆压圆模切是切线与切线的切割。无论在模切刀版MD方向(走纸方向)或者CD方向(轴向)排多少标签形刀线,圆压圆模切始终都是CD方向线对线的切割。由于只是CD方向切线与切线之间进行模切,所以模切压力很小,模切精度更高。
圆压圆模切的承压部分是模切底辊(砧辊),模切刀辊与底辊的平行是模切质量的保证。模切刀的高度决定后,模切深度是由辊肩直径决定的,基本不可调。制作模切刀具时,需按照不干胶材料的底纸厚度精确设定模切深度,实际操作以刀具在工作时没有跳动为准。
模切刀片的选择
不同的订单要求选用不同的刀片和不同的模切方式。如纸张所用的模切刀片和薄膜的模切刀片是有区别的,因为不同面材的UL贴纸模切应选用不同角度和硬度的刀片。而订单量大小往往是决定使用哪一种模切方式的主要因素。
1.根据待模切材料选择刀片模切纸张类标签,刀刃需要有一定角度,模切时才能适当抑制纸粉,适当耐磨损。模切薄膜类标签,刀刃需要更尖锐、更坚韧、耐磨损。普通纸张、热敏纸、柔软的薄膜、坚硬的薄膜,它们对模切刀硬度的要求则依次升高,模切刀角度要求依次减小,耐磨损的要求依次提高。图10a所示的用切纸张的模切刀具切薄膜材料,从微观图看,切口不规则,模切效果不好。
2.模切刀硬度的选择
普通模切刀片(如图11a所示):刀锋同刀身材质的硬度在HS60之内,适合模切纸张类标签,适合制作复杂形状的模切刀版。
硬化处理刀片(如图11b所示):刀刃经硬化处理,硬度为HS70,适合模切塑料材料,适合制作复杂形状的模切刀版。
强硬化处理刀片(如图11c所示):刀刃经特别硬化处理,硬度HS80,适合模切PET等塑料,只适合制作简单形状的模切刀版。表1是几种硬度的换算表,供参考。
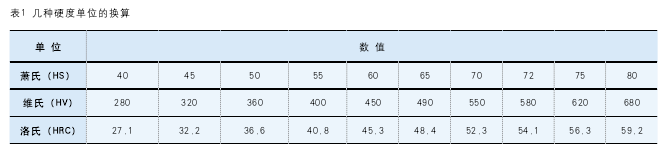
3.模切刀锋角度的选择
普通角度(52°、42°等),适合模切纸张,可以抑制纸粉(如图11d所示);小角度(32°、30°等),适合模切薄膜类、高模切精度要求的活件,刀刃需要硬化处理(如图11e所示);单刃刀片(一侧近乎垂直),适用于对切割面有垂直要求的活件(如图11f所示)。
模切刀版的制作
1.平压平模切刀版的制作
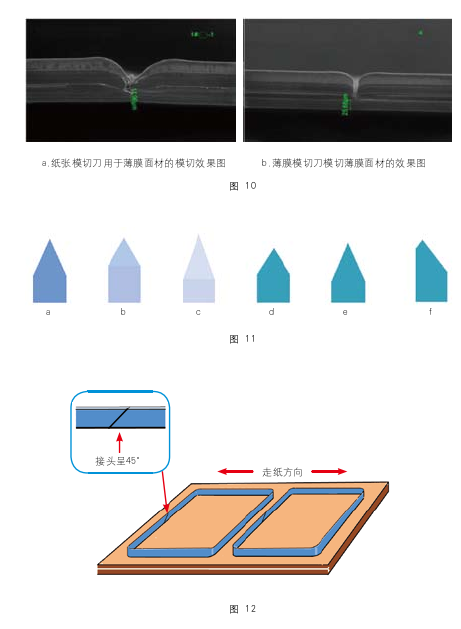
平压平模切刀的头尾接头应该接在轴向这一边,不能接到走纸方向一边,如图12所示。因为模切排废时是要靠走纸方向的排废边来拉扯轴向废边,所以在走纸方向的废边上绝不容许有一点小瑕疵。模切刀头尾衔接的部位应该是以45°相衔接,不应该呈直角衔接,有条件的在衔接口还可以焊接,再修磨,这样的模切刀具使用效果会更好。
2.磁性刀具和实芯模切辊的制作
(1)每一次制作新刀具时,标签印刷企业都必须将待模切的不干胶材料交给刀具印刷商,让刀具印刷商在制作刀具时确认模切刀的深度,这项工作是非常有必要的。
(2)根据模切材料(纸张或薄膜)预先提出需要的刀锋角度和硬度。
(3)所有的UL贴纸模切,都是以底纸加上硅油层的厚度为基准的,不管面材的厚度或者在底纸上有几层材料。模切工序的检验只有一个标准:面材和胶黏剂层必须完全切断;硅油层不能切穿,底纸不能有一点损伤,这也是对新制作的模切刀具的检验标准。
(4)刀具使用前最好对刀刃作涂氟防粘处理,以解决不干胶模切时的粘刀现象。
(5)磁性刀具和实芯模切刀具在用钝后都能多次修复。
3.模切刀具的保养
无论是新制作的模切刀具,还是使用过、留待下次继续使用的模切刀具,无论是平压平模切刀版,还是磁性模切辊或实芯模切辊,都必须进行保养。
(1)将刀刃清洁干净,仔细抹上一层薄薄的润滑油。保持环境干燥,不要使刀具长期处于潮湿的环境中。
(2)用海绵包裹所有刀面,再用塑料袋密封包装。
(3)平压平刀版的刀面向上平整叠放(不宜过多),磁性模切辊或实芯模切辊必须垂直插在专用的木制架孔中。
(4)所有刀具都有使用寿命,在不断的模切过程中,刀具都会逐渐变钝,所以,在一定的模切次数(记录模切长度)以后,都必须更换新刀,或者将钝刀重新修磨后再使用。


